
Turn & Face Information
|
|
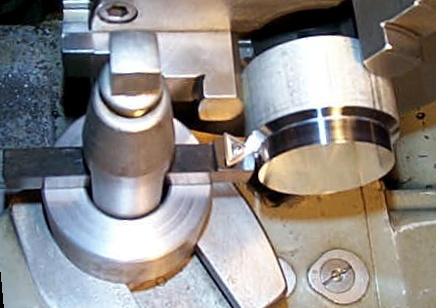
| Above is our TURN and FACE model , our model that you can Turn and Face with one tool in the SAME setup. All you have to do is set the facing point to center and back out and the turning point is preset to the proper height. |
|
The above picture also shows how to set-up the tool in a lathe that is
fitted with the “Lantern or Ring and Rocker” type tool post.Note the REFLECTION
of the insert on the MACHINED stock. The material
in this case was 6061-T6 Aluminum. It could very well have been 4340 steel
or various stainless alloys.The insert (TMNG) that we supply with each
tool is perhaps the single most sucessful and popular footprint and rake
surface topography in the entire history of indexable hard metal tooling.
This sustained popularity has prompted many production systems to be
established around the world producing the insert and competing in the
market place which serves the end user. The TNMG inserts used in our tools
have been sold for around a $1.00 +- each in sale catalogs. The TNMG
inserts have six cutting points and that makes them extremely inexpensive
to use.
*Insert Prices have been the least expensive at Travers Tool Company in recent years (1-800-221-0270)
|
| These indexable carbide lathe tools are produced in the U.S.A. by Plastools. We offer this line of tools in what we refer to as the 322 SERIES and the 222 SERIES. The basic difference between these two is that the 322 SERIES uses an insert with a 3/8"I.C. (inscribed circle) while the 222 SERIES uses an insert with a 1/4" I.C. We supply the tool in either TNMG-222 or a TNMG-322 insert (uncoated C-5 or C-6 grade). All of our tools are offered with a right and left hand with a -5 degree lead angle which will allow the operator to turn to a square shoulder with the right hand version (shown in photo) and to a square shoulder at the tail stock end with the left hand -5 degree lead angle. All of our lathe tools utilize a double negative RAKE SEAT machined into the body of the tool, i.e. the back rake and the side rake are both negative which allow us to use an insert with cutting points on both sides of the insert. The inserts we use are strong because they are very popular they generally sell for considerably less money. If you were to fit one of our tools with an insert in which the top and bottom planes were parallel, like the TNMA-322 or the TNMA-222 (which you certainly could do) then you would be machining with a double negative RAKE SURFACE presentation. We supply all of our tools with either a TNMG-222 or a TNMG-322 insert that has a molded chip control groove on both sides, which means that the RAKE SURFACE is presented to the work with a double positive rake angle. Positive rake presentations produce less force on both the tool and the work. |
 |
 |
|
|
|
Here are the other two tools in our lineup. First to the left is our –5 degree right hand tool for cutting to a square shoulder at the headstock. To the right is our left hand tool for a square shoulder to the tailstock. The Middle tool is our "Turn & Face. Our sets of three include a “Turn & Face”,-5° Right and Left handed tools |
|
| The drawing shown above shows what we mean by: (1) HAND, a right hand tool is normally associated with a lathe tool that is positioned to the right side of the work and does the cutting while moving to the left, i.e. a normal turning operation. The left hand tool is just the opposite and more often than not is associated with a facing operation (2) The lead angle is the angle formed between the tools cutting edge and the work. in the drawing both the right and left hand tool is shown with what we refer to as a positive 30 degree lead angle, (3) The cutting tool height is the vertical distance from the bottom plane of the tool to the center axis of the lathe. If you have a fixed, i.e. non-adjustable, tool post you can ascertain the tool cutting height by measuring the vertical distance from the tool post to the dead center in your tail stock. Generally, these are in standard increments such as 1/2", 3/8", 1/4" so you can simply measure with a ruler. It is important to note that the bottom plane of our tools must be positioned parallel to the machine bed ways as shown on the LATHE SET UP PAGE, (4) The shank size is simply the dimension shown in the drawing. Many tool posts will accept a shank size larger than the cutting tool height. The larger the shank size the stronger the tool. For example, Sherline's tool post that is supplied with their 4000A package and the two position tool post for 1/4" tools #3003 will accept a 3/8" square shank tool. However, the cutting tool height is 1/4" tool. We produce a special tool as part of our line for Sherline's and Taig lathes with a 3/8" shank and 1/4" tool cutting height to be a MUCH stronger and more stable lathe tool than the standard 1/4" shank lathe tool. |
|
HARD METALS Hard Metals is a general class of abrasive materials generally sintered (cemented) with metallic binders such as cobalt or nickel. The abrasive particles may include tungsten carbide, titanium carbonitride (cermet), ceramics (both alumnia and silicon based) super abrasives (both polycrystalline diamond and cubic boron nitride), as well as other abrasive materials. Tungsten Carbide, in a brazed format, became commercially available in the U.S., during the early 1930’s. Phillip McKenna , in 1938 founded the “McKenna Metals Company” to start producing a dense, tungsten titanium carbide he named “Kennametal”. In the first three years sales went from $30,000 to almost One million. In 1945 , one of the original employees of McKenna Metals decided to strike out on his own. William E. Newcomer wanted to make and sell his own brazed tools using the “stress-free” brazing material he had developed and to take advantage of their rapidly growing market opportunities for carbide cutting tools. He founded Newcomer Products, which sold the first indexable carbide insert that could be mounted in a mechanical holders and be easily replaced. By the early 1970’s this limited class of materials, in an indexable format had become the world wide standard metal machining tool material because it was demonstrated to be cost effective in both large and small shops. The cutting tool industry has developed a large array of additional hard metal cutting material in a wider variety of indexable formats in order to enhance particular machining applications. The industry has developed increasingly more sophisticated rake surface angles and topographical features that enhance chip control by deflecting and cooling the chip. In recent years there has been an enormous activity in the development of coated grades of these hard metal substrates ranging from the early and very popular titanium nitride (TiN) to true diamond coatings.
|